Plant Manager tidak butuh dashboard yang “ramai”. Mereka butuh Manufacturing KPI dashboard yang langsung menunjukkan satu hal: di mana output hilang hari ini, mengapa itu terjadi, dan tindakan apa yang harus diambil sekarang.
Dalam operasi pabrik, keterlambatan membaca sinyal biasanya berujung pada tiga masalah mahal: target produksi meleset, downtime berulang, dan kualitas menurun tanpa terdeteksi sejak awal. Karena itu, dashboard KPI manufaktur harus dirancang untuk keputusan harian, bukan sekadar pelaporan bulanan.
Dashboard yang efektif menghubungkan empat area inti operasional:
Bagi Plant Manager, nilai bisnisnya jelas: lebih cepat mendeteksi bottleneck, lebih mudah memprioritaskan eskalasi, dan lebih presisi mengarahkan supervisor, maintenance, serta quality team pada akar masalah yang benar.
 Klik Untuk Mencoba Dashboard FineReport
Klik Untuk Mencoba Dashboard FineReport
Manufacturing KPI dashboard adalah tampilan visual terpusat yang menyatukan metrik operasional utama pabrik secara real-time atau near real-time untuk memantau performa lini, mesin, shift, dan output produksi.
Dalam konteks operasional harian, dashboard ini berfungsi sebagai pusat kendali singkat untuk menjawab pertanyaan penting seperti:
Bagi Plant Manager, dashboard bukan hanya alat visualisasi data. Dashboard adalah alat koordinasi lintas fungsi antara produksi, maintenance, quality, dan PPIC. Saat semua pihak melihat definisi KPI yang sama, keputusan menjadi lebih cepat dan lebih konsisten.
Tanpa dashboard yang tepat, banyak pabrik masih mengandalkan spreadsheet terpisah, laporan manual antar shift, dan interpretasi KPI yang berbeda antar tim. Dampaknya:
Dashboard yang baik mempercepat keputusan karena:
Empat area ini saling terkait dan tidak boleh dibaca terpisah.
Artinya, Plant Manager tidak cukup hanya melihat angka output akhir. Mereka perlu melihat rantai penyebabnya. Itulah alasan dashboard manufaktur harus disusun dari metrik penyebab hingga metrik hasil.
Jika tujuan dashboard adalah tindakan cepat, maka metrik yang ditampilkan harus benar-benar operasional. Berikut 12 KPI inti yang paling relevan untuk pemantauan harian pabrik.
Catatan penting: meski judul bagian ini membahas 12 metrik inti, dalam praktik dashboard operasional, Plant Manager sering juga memasukkan sub-komponen OEE dan metrik pendukung agar akar masalah lebih cepat terlihat.
OEE adalah ringkasan paling kuat untuk membaca efektivitas peralatan dan lini produksi. Namun, angka OEE saja tidak cukup. Plant Manager harus melihat tiga komponennya secara terpisah.
Availability menunjukkan seberapa besar waktu produksi yang benar-benar bisa dimanfaatkan. Jika availability turun, masalah umumnya berasal dari:
Availability sangat penting karena setiap menit hilang di sini langsung mengurangi peluang output.
Performance mengukur apakah mesin berjalan pada kecepatan yang seharusnya. Mesin mungkin terlihat “running”, tetapi jika kecepatannya di bawah standar, output harian tetap akan tertinggal.
Penyebab performance rendah biasanya meliputi:
Quality menilai seberapa banyak unit yang lolos standar dibanding total produksi. Ini penting karena output tinggi tidak selalu berarti hasil baik.
Jika quality turun, Plant Manager perlu segera menghubungkan data ini dengan:
Downtime adalah sumber kehilangan kapasitas yang paling cepat terasa. Karena itu, dashboard harus memisahkan downtime yang terencana dan yang tidak terencana.
Dua kategori ini harus dibedakan jelas:
Pemisahan ini penting agar Plant Manager tidak salah membaca akar penyebab kehilangan waktu. Downtime terencana bisa dioptimalkan, tetapi downtime tidak terencana harus ditekan secara sistematis.
MTBF membantu menjawab: seberapa sering mesin gagal? Nilai MTBF yang rendah menunjukkan masalah reliability.
MTBF sangat berguna untuk:
MTTR menjawab: seberapa cepat tim bisa mengembalikan mesin ke kondisi operasi?
Jika MTTR tinggi, berarti ada hambatan dalam proses pemulihan, seperti:
Plant Manager perlu memantau MTBF dan MTTR bersama. Mesin bisa jarang rusak tetapi lama diperbaiki, atau sering rusak tetapi cepat pulih. Keduanya butuh strategi berbeda.
Bagian ini menunjukkan dampak akhir dari efektivitas proses terhadap target produksi harian.
Ini adalah metrik paling langsung untuk briefing harian. Namun, angka output harus selalu dibaca bersama OEE dan downtime agar tidak menyesatkan.
Tampilan yang disarankan:
Dua metrik ini sering menjadi alarm awal kualitas proses.
Keduanya penting karena rework sering “menyembunyikan” ketidakstabilan proses. Jika hanya melihat output akhir, pabrik bisa tampak baik padahal biaya kualitas membengkak.
Cycle time menunjukkan waktu aktual per unit atau per siklus produksi. Fluktuasi cycle time biasanya menjadi tanda awal:
Utilization membantu Plant Manager memahami apakah aset yang tersedia benar-benar dipakai optimal. Ini penting untuk keputusan:
Schedule adherence menunjukkan apakah produksi berjalan sesuai urutan, waktu, dan volume yang direncanakan. Nilai rendah di sini bisa menandakan:
WIP yang terlalu tinggi biasanya berarti aliran produksi tidak seimbang. WIP yang terlalu rendah juga berisiko menyebabkan starvation pada proses berikutnya.
Dengan memantau WIP level, Plant Manager dapat melihat:
Dashboard yang bagus tidak berguna jika dibaca secara pasif. Plant Manager perlu pendekatan analisis yang cepat, konsisten, dan berbasis dampak.
Urutan pembacaan yang paling efektif biasanya sebagai berikut:
Pendekatan ini membantu memisahkan gejala dan akar masalah. Output yang turun hanyalah gejala. Penyebabnya hampir selalu ada di availability, performance, atau quality.
Fokus pertama harus selalu pada deviasi terbesar terhadap target atau baseline. Tiga sinyal utama yang wajib diprioritaskan:
Jika ketiga sinyal ini muncul bersamaan, eskalasi harus dilakukan segera.
Tidak semua anomali perlu tindakan besar. Karena itu, Plant Manager harus membedakan:
Keputusan yang baik bergantung pada kemampuan membedakan ketiga jenis gangguan ini.
Angka KPI tanpa pembanding sering menyesatkan. Dashboard yang baik harus memberi konteks waktu dan kondisi operasi.
Plant Manager sebaiknya membaca KPI dalam tiga horizon:
Contohnya, downtime 45 menit bisa tampak kecil secara harian, tetapi jika muncul setiap shift selama seminggu, dampaknya sudah struktural.
KPI manufaktur tidak boleh ditampilkan secara agregat saja. Dashboard perlu kemampuan drill-down berdasarkan:
Tanpa konteks ini, Plant Manager hanya tahu “ada masalah”, tetapi tidak tahu di mana harus bertindak.
Dashboard operasional harus memandu tindakan, bukan memaksa pengguna menafsirkan semuanya sendiri.
Prinsip sederhana yang efektif:
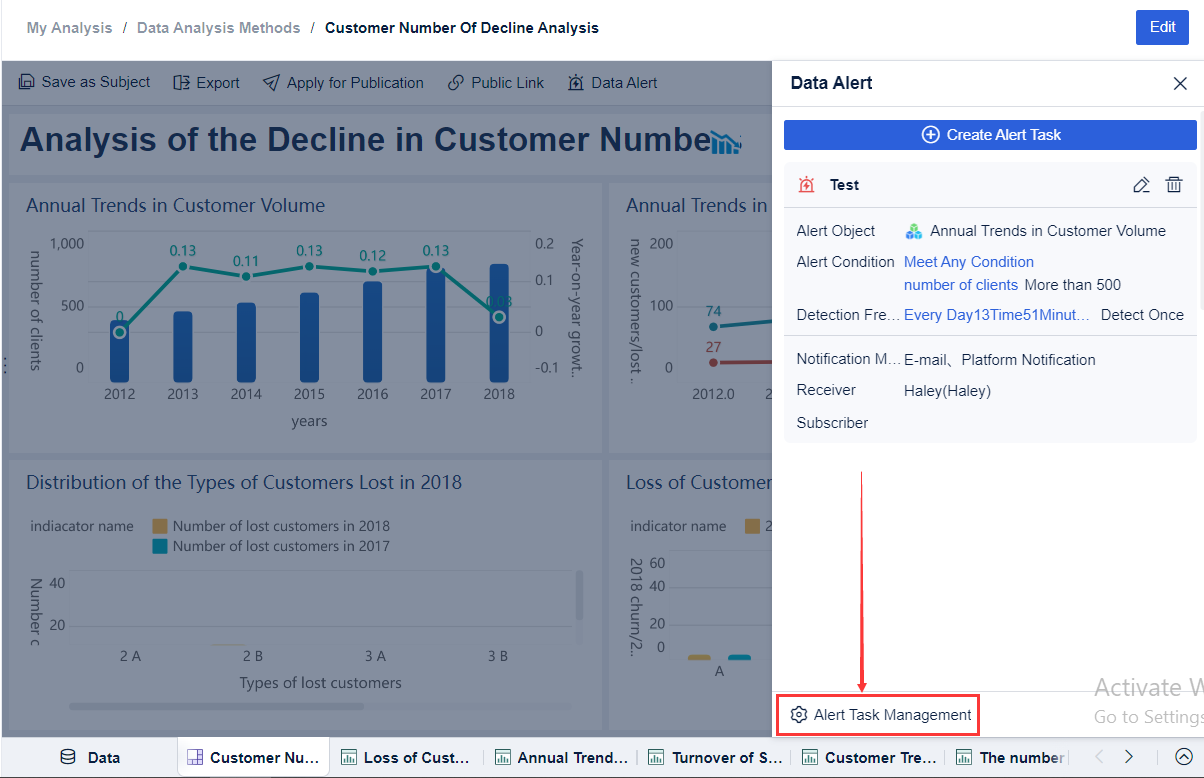
Tambahkan juga alert untuk kondisi seperti:
Tidak semua KPI perlu tampil dominan. Prioritaskan KPI yang memicu tindakan lapangan, misalnya:
Banyak dashboard manufaktur gagal bukan karena datanya kurang, tetapi karena desainnya tidak mendukung keputusan. Berikut praktik terbaik yang paling relevan di lapangan.
Aturan paling penting: jika sebuah metrik tidak mengarah pada tindakan, jangan jadikan metrik utama.
Dashboard yang terlalu penuh membuat Plant Manager kehilangan fokus. Batasi tampilan utama pada KPI yang benar-benar menjawab:
Setiap KPI harus punya tiga hal:
Contoh:
Plant Manager sering membaca dashboard dalam briefing singkat, saat eskalasi masalah, atau sambil berpindah area. Karena itu, tampilan harus cepat dipahami.
Visual yang efektif untuk dashboard manufaktur biasanya meliputi:
Hindari visual yang terlalu dekoratif atau sulit dibandingkan antar periode.
Urutan ini membantu pembacaan sebab-akibat:
Susunan seperti ini membuat diskusi operasional lebih cepat sampai ke akar penyebab.
Dashboard hanya sebaik data yang masuk ke dalamnya. Jika definisi antar lini berbeda, Plant Manager akan mengambil keputusan dari angka yang tidak konsisten.
Standarisasi definisi adalah fondasi dashboard yang kredibel. Pastikan semua tim sepakat tentang:
Untuk kebutuhan harian, idealnya data diperbarui secara:
Jika pembaruan terlalu lambat, dashboard kehilangan fungsi utamanya sebagai alat kendali operasional.
Berikut pendekatan 5 langkah yang paling praktis untuk Plant Manager dan tim transformasi operasional:
Tentukan tujuan keputusan harian
Pilih 12 KPI inti dan definisikan secara seragam
Bangun hierarki tampilan dari ringkasan ke drill-down
Pasang threshold dan alert operasional
Review mingguan dan perbaiki desain dashboard
Banyak perusahaan sudah memiliki dashboard, tetapi tetap lambat merespons masalah. Penyebabnya sering terletak pada cara KPI dipilih dan digunakan.
Terlalu fokus pada output tanpa melihat akar masalah di availability atau quality
Output akhir penting, tetapi bukan indikator diagnosis. Jika hanya mengejar angka output, tim mudah melewatkan sumber kehilangan yang sebenarnya.
Menggabungkan semua lini dalam satu tampilan tanpa drill-down yang memadai
Agregasi berlebihan menutupi mesin atau shift yang bermasalah. Plant Manager perlu tampilan ringkas, tetapi tetap bisa turun ke level detail.
Menggunakan target yang tidak realistis atau tidak diperbarui sesuai kondisi aktual
Target yang terlalu tinggi membuat dashboard selalu “merah” dan kehilangan kredibilitas. Target yang terlalu rendah juga berbahaya karena menutupi potensi perbaikan.
Menjadikan dashboard sebagai alat laporan, bukan alat tindakan perbaikan
Ini kesalahan paling umum. Jika dashboard hanya dibuka saat rapat mingguan, maka nilainya untuk operasi harian sangat rendah.
Kesalahan-kesalahan ini membuat dashboard terlihat canggih, tetapi tidak menghasilkan perubahan perilaku atau peningkatan performa.
Manufacturing KPI dashboard yang efektif harus membantu Plant Manager menghubungkan empat hal secara cepat: OEE, downtime, kualitas, dan output harian. Saat hubungan ini terlihat jelas, tim bisa bergerak dari sekadar melaporkan angka ke tindakan perbaikan yang nyata.
Ringkasnya:
Langkah awal yang paling tepat adalah mengevaluasi dashboard saat ini dengan pertanyaan sederhana:
Jika jawabannya belum, maka membangun ini secara manual akan semakin kompleks seiring bertambahnya lini, mesin, dan sumber data. Di sinilah FineReport menjadi enabler yang kuat. Daripada menyusun dashboard manufaktur dari nol dengan spreadsheet, script, dan integrasi terpisah, Anda bisa menggunakan template siap pakai, koneksi data yang fleksibel, visual drill-down, serta otomasi pelaporan dan alert untuk membangun workflow monitoring ini secara lebih cepat dan konsisten.
Dengan FineReport, tim dapat menyatukan data OEE, downtime, quality, output, dan KPI shift-level ke dalam satu sistem dashboard yang mudah dibaca oleh Plant Manager maupun manajemen operasional. Hasilnya bukan hanya dashboard yang rapi, tetapi sistem pemantauan yang benar-benar mendorong tindakan harian.
OEE hanya menunjukkan ringkasan efektivitas, tetapi tidak langsung menjelaskan akar masalahnya. Plant Manager tetap perlu melihat komponen availability, performance, quality, serta data downtime dan reject untuk menemukan penyebab penurunan output.
Dashboard membantu dengan menampilkan mesin atau lini yang paling sering berhenti, durasi gangguan, dan pola kejadian per shift. Dengan visibilitas ini, tim produksi dan maintenance bisa memprioritaskan eskalasi dan perbaikan lebih cepat.

Penulis
Yida Yin
Pakar Solusi Industri di FanRuan
Artikel Terkait
IoT Adalah dan Cara Kerjanya dalam Predictive Maintenance Manufaktur: Implementasi + Dashboard
Sebagai seorang IT Manager atau Operations Director di sektor manufaktur, Anda pasti sering bergulat dengan $1 mesin yang tak terduga, biaya pemeliharaan yang melonjak, dan tekanan untuk meningkatkan Overall Equipment Ef
Yida Yin
2026 Juni 11

8 Contoh Aplikasi SCM untuk Manufaktur, Distribusi, Retail, dan Logistik: Mana yang Paling Cocok?
$1 adalah platform reporting dan $1 enterprise yang membantu bisnis memantau $1 $1 secara real time agar keputusan operasional lebih cepat dan akurat. Ringkasan 8 contoh aplikasi SCM dan cara memilih yang paling cocok Be
Yida Yin
2026 Mei 18
Apa Itu MES? Panduan Praktis Direktur Operasi untuk Memahami Peran MES di Lantai Produksi
Jika Anda memimpin operasi manufaktur dan masih mengandalkan spreadsheet, $1 akhir shift, atau data mesin yang tersebar di banyak sistem, maka pertanyaan apa itu MES bukan lagi sekadar istilah teknis. Ini adalah pertanya
Yida Yin
2026 Mei 13



