Connected factory bukan sekadar proyek integrasi data. Ini adalah inisiatif operasional untuk memastikan direksi, Operations Director, Plant Manager, Quality Manager, dan tim produksi melihat kondisi pabrik yang sama pada waktu yang sama. Saat data mesin ada di SCADA, data produksi ada di MES atau ERP, dan data kualitas masih tersebar di LIMS serta spreadsheet, keputusan penting sering terlambat, tidak sinkron, atau dibuat berdasarkan angka yang saling bertentangan.
Dampaknya nyata: downtime terlambat direspons, output meleset dari target tanpa alarm yang jelas, scrap meningkat tanpa akar masalah yang cepat teridentifikasi, dan rapat manajemen berubah menjadi debat tentang angka, bukan aksi perbaikan. Dalam konteks ini, dashboard eksekutif menjadi prioritas karena berfungsi sebagai jembatan antara shop floor dan level direksi: satu tampilan ringkas, akurat, dan dapat ditelusuri untuk memandu keputusan operasional.
Di banyak pabrik, hambatan terbesar bukan kekurangan data, melainkan fragmentasi data. Mesin menghasilkan sinyal status dan alarm setiap detik, produksi mencatat output per shift, sementara kualitas mengumpulkan hasil inspeksi, defect, dan complaint dalam ritme yang berbeda. Tanpa pendekatan connected factory, organisasi menghadapi tiga masalah utama:
Dashboard eksekutif dibutuhkan bukan untuk “mempercantik data”, tetapi untuk menyatukan konteks bisnis. Dengan dashboard yang tepat, pimpinan bisa langsung melihat apakah penurunan output disebabkan downtime mesin, bottleneck WIP, atau lonjakan reject. Ini mengubah pola kerja dari reaktif menjadi proaktif.
Berikut KPI inti yang paling relevan untuk dashboard eksekutif di lingkungan connected factory:
Langkah pertama dalam connected factory adalah memilih sumber data yang benar-benar memengaruhi keputusan. Banyak tim gagal karena berusaha menarik semua data sekaligus, padahal eksekutif hanya membutuhkan data yang relevan untuk tindakan.
Mulailah dari data mesin yang paling langsung memengaruhi availability dan performa produksi. Fokus pada:
Data ini biasanya berasal dari PLC, SCADA, historian, atau sistem monitoring mesin. Untuk level eksekutif, tujuannya bukan menampilkan semua tag, tetapi mengubah sinyal teknis menjadi informasi bisnis.
Data produksi harus menjawab satu pertanyaan: apakah pabrik menghasilkan output sesuai rencana? Data kunci yang perlu dikumpulkan meliputi:
Jika data ini tersebar antara MES, ERP, atau file manual dari supervisor, Anda perlu menetapkan satu sumber utama untuk pelaporan resmi.
Data kualitas harus dipetakan dengan disiplin karena sering kali paling tersebar dan paling sulit distandardisasi. Prioritaskan:
Selain itu, bedakan kebutuhan frekuensi pembaruan:
Pendekatan ini penting agar arsitektur connected factory tetap efisien dan tidak membebani infrastruktur tanpa alasan bisnis yang jelas.
Connected factory akan gagal jika setiap fungsi memiliki definisi KPI sendiri. Ini masalah klasik di manufaktur: angka terlihat lengkap, tetapi tidak bisa dipercaya.
Misalnya, OEE bisa berbeda karena:
Karena itu, sebelum membangun dashboard, tetapkan kamus KPI resmi. Minimal, samakan definisi untuk:
Setiap KPI harus memiliki elemen berikut:
Kuncinya: KPI yang dipilih harus relevan untuk pengambil keputusan di level manajemen. Operations Director tidak membutuhkan 40 indikator teknis dalam satu layar. Ia membutuhkan 6 sampai 10 indikator yang menjawab kondisi operasional saat ini, risiko target, dan area yang memerlukan intervensi.
Setelah sumber data dan KPI disepakati, tantangan berikutnya adalah membangun alur integrasi yang andal. Di sinilah banyak inisiatif connected factory tersendat: data berhasil diambil, tetapi tidak konsisten, sulit dipelihara, atau tidak siap untuk analisis eksekutif.
Arsitektur integrasi harus menyesuaikan realitas pabrik, bukan sekadar desain ideal di atas kertas. Umumnya, data akan berasal dari kombinasi:
Pilih pendekatan integrasi berdasarkan kebutuhan latency dan kesiapan sistem:
Tujuannya bukan membangun arsitektur yang paling kompleks, tetapi yang paling stabil, aman, dan mudah diskalakan.
Dashboard hanya sebaik kualitas datanya. Jika timestamp berbeda antar sistem atau data downtime sering kosong, kepercayaan pengguna akan runtuh.
Terapkan kontrol berikut sejak awal:
Untuk kasus manufaktur, kesalahan kecil seperti nama line yang berbeda antara MES dan ERP dapat menyebabkan dashboard menampilkan output yang salah per area.
Agar connected factory benar-benar usable, data harus dimodelkan dalam struktur yang mudah dipahami. Hubungkan entitas utama seperti:
Model data terpadu memungkinkan analisis lintas domain. Contohnya, manajemen dapat melihat bahwa defect category tertentu meningkat hanya pada shift malam, di line tertentu, setelah alarm mesin tertentu muncul berulang.
Dashboard eksekutif yang efektif bukan dashboard yang penuh grafik. Ia harus menjawab tiga pertanyaan dalam hitungan detik:
Pada level tertinggi, sorot indikator yang paling penting untuk manajemen:
Susunan KPI harus mendukung pembacaan cepat. Gunakan urutan berdasarkan prioritas bisnis, bukan urutan sistem sumber.
Eksekutif tidak ingin tenggelam dalam detail sejak awal, tetapi harus bisa menelusuri akar masalah dengan cepat. Karena itu, dashboard harus mendukung drill-down dari:
Kemampuan drill-down inilah yang membuat dashboard eksekutif tetap ringkas namun tetap operasional.
Visual harus dipilih berdasarkan fungsi, bukan preferensi estetika. Prioritaskan:
Hindari dashboard yang terlalu padat dengan widget, warna berlebihan, dan grafik yang membutuhkan interpretasi panjang.
Teknologi saja tidak cukup. Agar connected factory memberi hasil bisnis nyata, Anda membutuhkan tata kelola yang jelas dan ritme penggunaan yang konsisten.
Pertama, tetapkan peran dan tanggung jawab:
Tanpa kejelasan ini, ketika ada selisih angka, semua pihak saling menunjuk dan tidak ada yang mengambil tindakan.
Kedua, atur hak akses berdasarkan level organisasi:
Ketiga, bentuk ritme review agar dashboard dipakai untuk aksi nyata:
Jika dashboard hanya dibuka saat implementasi awal lalu ditinggalkan, maka connected factory belum benar-benar hidup di organisasi.
Implementasi connected factory harus diukur seperti inisiatif bisnis lain. Jika tidak, proyek akan terlihat “aktif” tetapi sulit membuktikan nilainya.
Anda bisa menganggap implementasi berada di jalur yang benar jika mulai terlihat hasil berikut:
Bahkan proyek yang technically sound bisa gagal secara bisnis jika:
Berikut kerangka praktis yang dapat langsung digunakan:
Membangun connected factory secara manual itu kompleks. Anda harus menangani koneksi ke banyak sistem, membersihkan data, menyamakan KPI, mendesain dashboard, mengatur hak akses, dan memastikan semua itu tetap stabil saat skala penggunaan bertambah. Jika dilakukan dengan pendekatan ad hoc, proyek mudah melambat di tahap integrasi atau berhenti di pilot pertama.
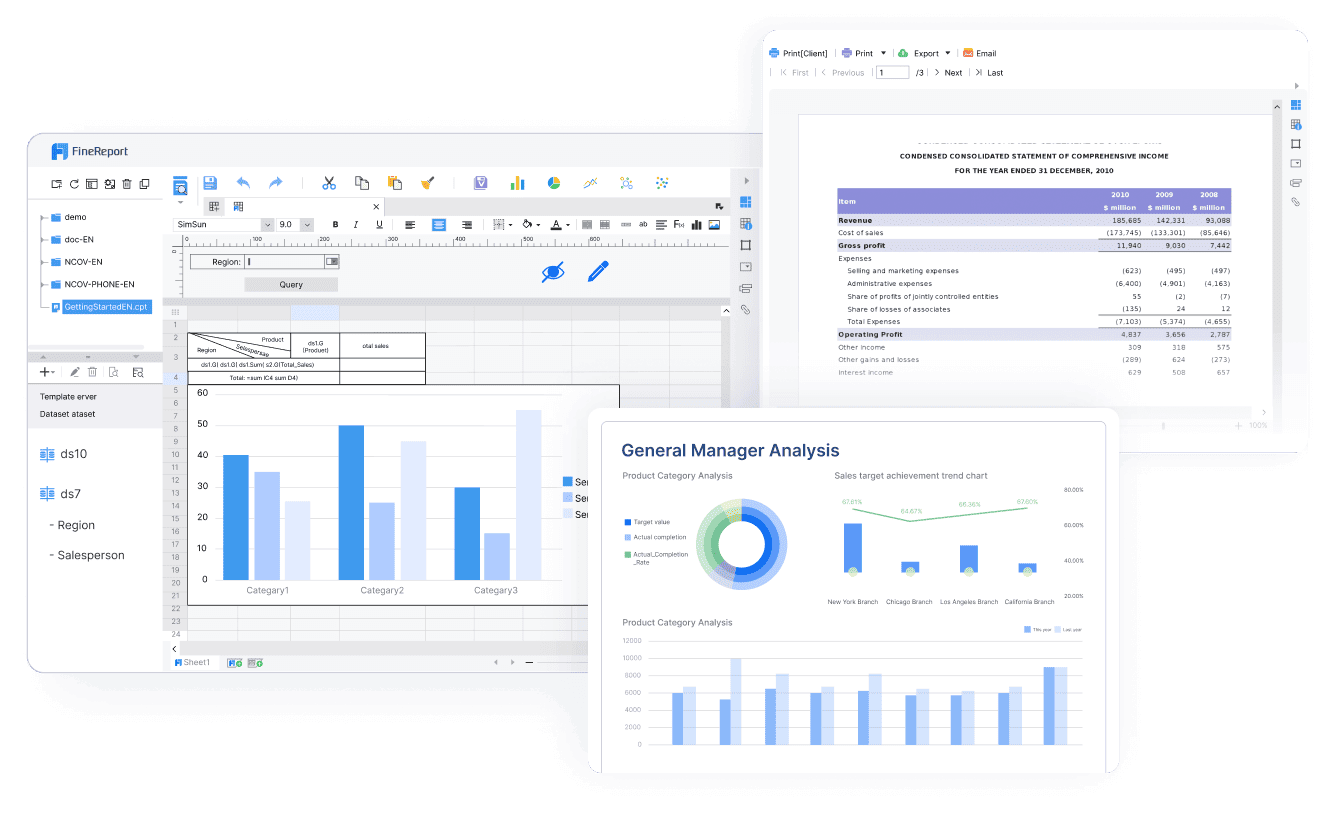
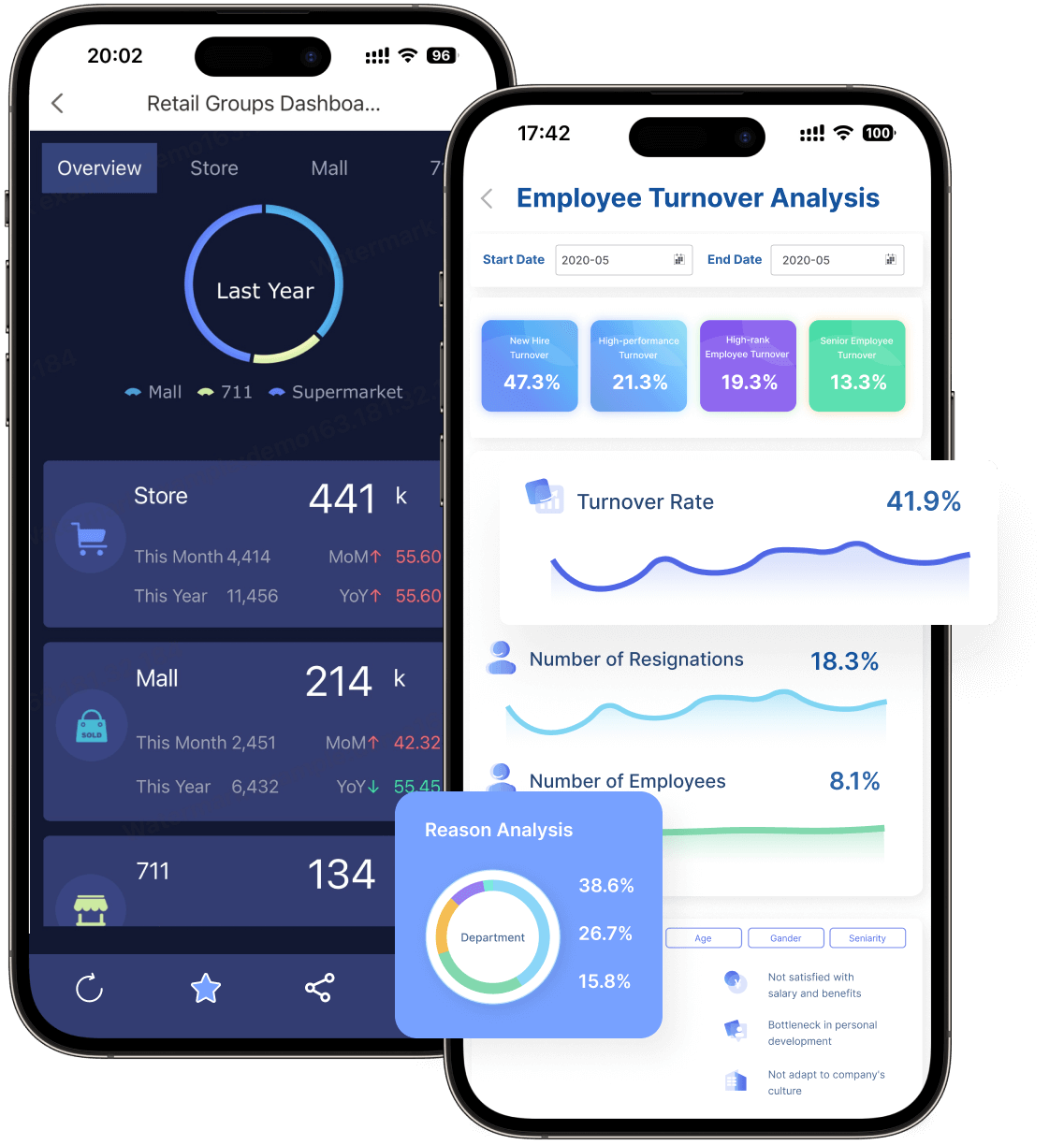
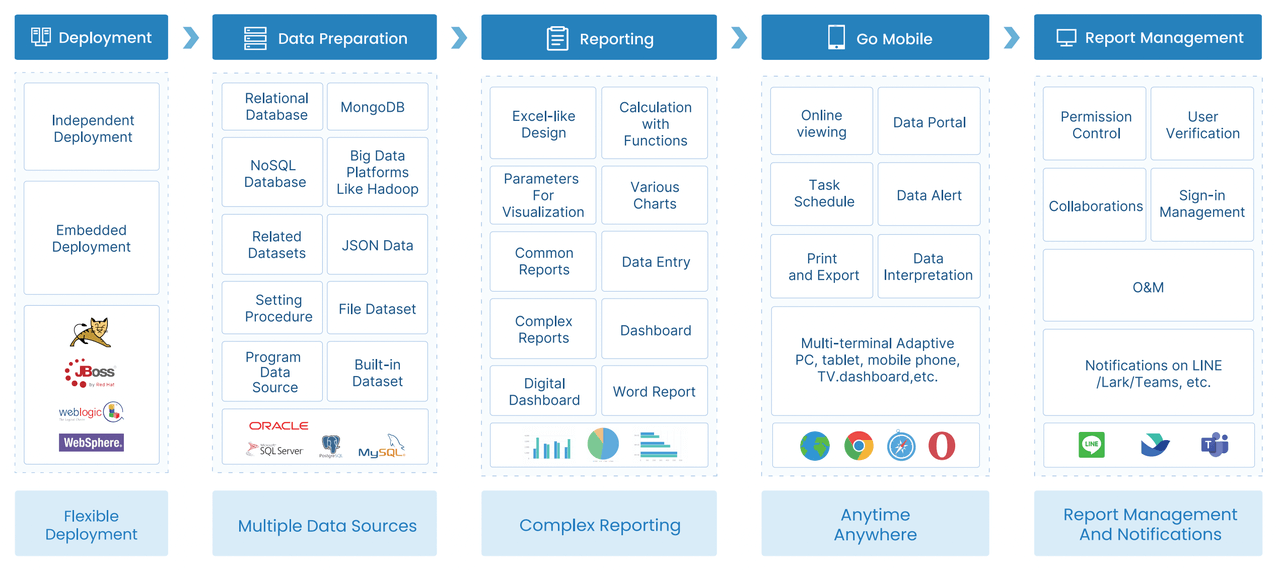
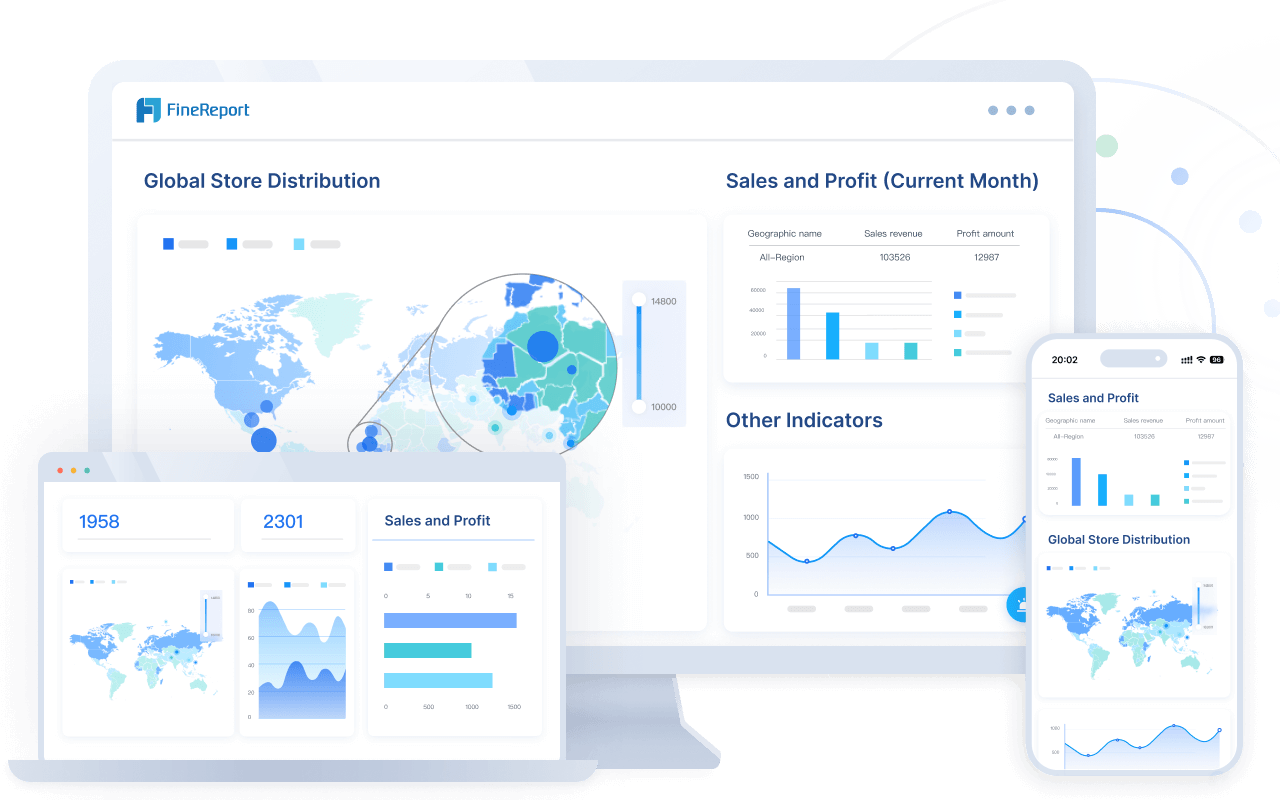
Di sinilah FineReport menjadi enabler yang kuat. Daripada membangun semuanya dari nol, Anda dapat menggunakan template siap pakai, kapabilitas integrasi data, dan fitur dashboard interaktif untuk mengotomatisasi alur kerja ini dari hulu ke hilir. FineReport membantu tim manufaktur menyatukan data mesin, produksi, dan kualitas ke dalam satu tampilan yang konsisten, cepat diakses, dan mudah ditelusuri oleh level eksekutif maupun operasional.
Dengan FineReport, organisasi dapat:
Jika tujuan Anda adalah membuat connected factory yang benar-benar dipakai untuk keputusan, bukan sekadar proyek visualisasi, maka pendekatan terbaik adalah ini: jangan bangun semuanya secara manual jika bisa dipercepat dengan platform yang sudah siap untuk kebutuhan enterprise. FineReport memberi fondasi praktis untuk mewujudkan dashboard eksekutif manufaktur yang terhubung, dapat dipercaya, dan siap mendukung keputusan dalam skala besar.
Connected factory adalah pendekatan untuk menyatukan data mesin, produksi, dan kualitas agar semua level organisasi melihat kondisi operasional yang sama. Tujuannya adalah mempercepat keputusan dan mengurangi perbedaan angka antar tim.
Data yang paling penting biasanya mencakup status mesin, downtime, alarm, output aktual, target produksi, WIP, reject rate, rework, dan hasil inspeksi kualitas. Prioritasnya adalah data yang benar-benar memengaruhi keputusan operasional.
Perusahaan perlu menyepakati definisi KPI, rumus perhitungan, sumber data, dan frekuensi pembaruan yang sama. Tanpa standardisasi ini, dashboard hanya akan menampilkan angka yang tetap diperdebatkan.
Tidak, karena tidak semua data membutuhkan pembaruan real-time untuk mendukung keputusan. Data seperti status mesin dan alarm biasanya perlu real-time, sementara tren defect atau complaint pelanggan bisa ditinjau secara berkala.

Penulis
Yida Yin
Pakar Solusi Industri di FanRuan
Artikel Terkait
IoT Adalah dan Cara Kerjanya dalam Predictive Maintenance Manufaktur: Implementasi + Dashboard
Sebagai seorang IT Manager atau Operations Director di sektor manufaktur, Anda pasti sering bergulat dengan $1 mesin yang tak terduga, biaya pemeliharaan yang melonjak, dan tekanan untuk meningkatkan Overall Equipment Ef
Yida Yin
2026 Juni 11

8 Contoh Aplikasi SCM untuk Manufaktur, Distribusi, Retail, dan Logistik: Mana yang Paling Cocok?
$1 adalah platform reporting dan $1 enterprise yang membantu bisnis memantau $1 $1 secara real time agar keputusan operasional lebih cepat dan akurat. Ringkasan 8 contoh aplikasi SCM dan cara memilih yang paling cocok Be
Yida Yin
2026 Mei 18
Apa Itu MES? Panduan Praktis Direktur Operasi untuk Memahami Peran MES di Lantai Produksi
Jika Anda memimpin operasi manufaktur dan masih mengandalkan spreadsheet, $1 akhir shift, atau data mesin yang tersebar di banyak sistem, maka pertanyaan apa itu MES bukan lagi sekadar istilah teknis. Ini adalah pertanya
Yida Yin
2026 Mei 13



