製造業在談效率時,最常被拿來討論的指標之一就是產能稼動率。但實務上,很多企業會把產能稼動率、產能利用率,甚至人工稼動率混在一起看,結果導致判讀失準:設備明明很忙,卻不代表整體產能配置合理;產線看似沒滿載,也不一定表示管理鬆散。
這篇文章會先用清楚的定義拆解差異,再帶你看懂製造業常用的產能分析邏輯、實務判讀方式,以及如何透過 FineReport 建立可落地的產能管理儀表板。
一、先釐清產能稼動率與產能利用率的差異
先說結論:產能稼動率偏重「設備實際有沒有在運轉」,產能利用率偏重「企業已配置的產能被用了多少」。兩者都重要,但回答的是不同管理問題。
1. 產能稼動率是什麼?從設備實際運轉時間理解
產能稼動率,通常是指設備或產線在可安排生產的時間內,實際投入運轉的比例。它最直接反映的是時間面的使用效率。
若用簡化方式理解,可以把它看成:
產能稼動率 = 實際運轉時間 ÷ 計畫可運轉時間 × 100%
例如某台設備一天排定可生產 10 小時,實際扣除故障、待料、換線後只運轉 8 小時,那麼產能稼動率就是 80%。
這個指標適合回答以下問題:
- 設備是否常停機
- 排程是否造成空轉
- 現場是否有待料、待人、待工單問題
- 保養與異常是否吃掉太多可生產時間
要注意的是,產能稼動率高,不等於產出一定高。因為設備就算一直在跑,也可能跑得慢、換線頻繁,或生產不良率偏高。
2. 產能利用率是什麼?從整體產能配置與使用程度切入
產能利用率,重點不只在設備有沒有開,而是既有產能被用到什麼程度。它更偏向經營與資源配置層面的判讀。
常見理解方式是:
產能利用率 = 實際產出 ÷ 可提供的最大有效產能 × 100%
例如一條產線在正常人力、班次與設備條件下,每日最多可穩定產出 1,000 件,實際只生產 700 件,那產能利用率約為 70%。
產能利用率適合回答的是:
- 現有設備是否足以支撐接單
- 工廠是否有閒置產能
- 是否需要擴線、增班或外包
- 需求波動下的產能配置是否合理
與產能稼動率相比,產能利用率更關心結果面與配置面,而不是單純的運轉時間。
3. 稼動率 產能利用率常見混淆點與判讀差異
最常見的混淆,是把「機台有在動」當成「產能被有效使用」。其實兩者可能差很多。
以下表格可快速區分:
| 比較面向 | 產能稼動率 | 產能利用率 |
|---|---|---|
| 核心關注 | 設備是否在運轉 | 產能被使用的程度 |
| 觀察角度 | 時間利用 | 能力利用 |
| 常見對象 | 單機、產線、設備群 | 工廠、產線、部門整體 |
| 主要用途 | 找停機、待料、排程空檔 | 判斷擴產、閒置、接單承載力 |
| 常見誤解 | 高稼動率就代表高效率 | 低利用率就一定是浪費 |
舉例來說:
- 高產能稼動率、低產能利用率:設備常開機,但產出不高,可能有低速運轉、品質不穩或生產品項切換頻繁。
- 低產能稼動率、高產能利用率:可能設備運轉時段不長,但一旦啟動就高效率滿載,常見於訂單集中、彈性排程的工廠。
因此,真正有效的管理不是只盯著一個數字,而是把產能稼動率與產能利用率一起看。
二、製造業為何需要追蹤產能稼動率
製造業需要追蹤產能稼動率,因為它能快速揭露現場損失時間。只要設備該運轉卻沒運轉,成本就在流失,交期風險也會同步上升。
1. 產能稼動率如何反映設備、排程與人力效率
產能稼動率不只是設備指標,它往往也反映排程與人力管理是否協調。
在實務上,稼動率偏低常見原因包括:
- 設備故障或異常停機
- 換模、換線時間過長
- 待料、待工單、待檢驗
- 班表與實際產線需求不匹配
- 操作人員支援不足
也就是說,當產能稼動率下降時,問題不一定在設備本身。很多時候,是前後流程不順,讓設備被迫閒置。
如果管理者只看到「機台沒開」,卻沒有往上追到工單釋放、物料齊套、維修反應時間,就很難真正改善。
2. 人工稼動率對現場管理與成本控管的影響
除了設備,人工稼動率也是製造現場常被忽略的重要指標。簡單來說,它反映的是人員在可工作時間內,實際投入有效作業的比例。
人工稼動率偏低,常代表:
- 人力配置不均
- 等待設備、等待物料時間過長
- 標準作業未落實
- 班次安排與訂單節奏不一致
這會直接影響單位製造成本。因為人員薪資持續發生,但有效產出沒有同步提升。
特別是在半自動化或人工組裝比重較高的工廠,若只看設備產能稼動率,可能會錯失真正的成本問題。某些產線看似設備正常,但其實人員大量時間耗在搬運、等待、重工或溝通上。
3. 只看單一指標的風險:避免錯判瓶頸與閒置產能
只看單一指標,最容易導致錯誤決策。高產能稼動率不一定表示產線健康,低產能利用率也不一定表示設備過剩。
常見錯判情境包括:
-
看到稼動率高就決定擴產
但真正問題可能是換線太頻繁,並非設備不足。 -
看到利用率低就要求接更多單
但實際上可能是關鍵製程已經滿載,只有非瓶頸設備閒置。 -
看到人工稼動率低就直接裁減人力
但原因可能是排程斷點或物料供應不穩,並不是人力過多。
因此,製造業追蹤產能時,至少要交叉看三類資訊:
- 設備運轉時間
- 實際產出與設計產能差距
- 人力投入與有效工時分布
只有把這三者放在同一張分析圖上,瓶頸才會真正浮現。
三、產能分析常用指標與計算邏輯
產能分析不是只算一個百分比,而是要把時間、產出與人力放在同一邏輯下比較。核心原則是:先定義母數,再確定資料口徑一致。
1. 產能稼動率的基本公式與計算範例
產能稼動率最常見的計算方式如下:
產能稼動率 = 實際運轉時間 ÷ 計畫可運轉時間 × 100%
假設某機台一天排定生產 12 小時,其中:
- 預定保養:1 小時
- 故障停機:1 小時
- 待料:2 小時
- 實際運轉:8 小時
如果這 12 小時就是計畫可運轉時間,那麼:
產能稼動率 = 8 ÷ 12 × 100% = 66.7%
如果企業慣例會先扣除計畫性停機,例如保養不列入可運轉時間,則母數可能改成 11 小時。這時公式結果就會不同。
因此在導入指標前,必須先定義清楚:
- 是否扣除休息時間
- 是否扣除計畫保養
- 是否將換線列入停機
- 夜班待命時間是否算入可運轉時間
沒有標準化口徑的產能稼動率,無法跨產線比較。
2. 產能利用率與人工稼動率的搭配分析方式
如果要更完整判讀產能狀態,可以把三個指標放在一起看:
- 產能稼動率:看設備時間是否被用上
- 產能利用率:看產能配置是否被用足
- 人工稼動率:看人員工時是否有效投入
一個常見分析組合如下:
| 情境 | 產能稼動率 | 產能利用率 | 人工稼動率 | 可能問題 |
|---|---|---|---|---|
| A | 高 | 低 | 高 | 設備常開但產出效率差,可能低速運轉或不良高 |
| B | 低 | 高 | 低 | 瓶頸集中在少數工序,整體排程不順 |
| C | 低 | 低 | 低 | 訂單不足、排程鬆散或資源配置失衡 |
| D | 高 | 高 | 低 | 自動化高,但人工支援流程仍有浪費 |
這種交叉判讀方式,比單看一條趨勢線更有管理價值。
3. 從日報、工單到機台資料:建立可用的分析基礎
要把產能分析做好,前提不是先做報表,而是先把資料整理成可計算的結構。
一般製造業常見的資料來源包括:
- 生產日報:班次、產量、異常紀錄
- 工單資料:工單開立、完工、報工時間
- MES 資料:製程進度、報工節點、設備狀態
- ERP 資料:訂單、物料、工時、庫存
- 機台訊號:啟停狀態、警報、循環時間
常見問題不在於沒有資料,而是資料分散且口徑不同。例如:
- ERP 記錄的是工單計畫量
- MES 記錄的是報工量
- 現場 Excel 記錄的是實際停機原因
- 機台訊號記錄的是秒級開關狀態
如果這些資訊沒有整合,管理者看到的產能稼動率就很容易失真。這也是為什麼很多企業開始用報表平台,把 ERP、MES 與現場資料串起來,建立統一的分析基礎。
四、製造現場的實務場景:如何用數據找出產能問題
實務上,產能問題不能只靠感覺判斷。要找出瓶頸,最好用同一期間、同一口徑的數據對照設備、人力與工單。
1. 接單旺季時,如何判斷是設備不足還是排程失衡
旺季時最常見的誤判,就是一有延遲就認為要買新設備。其實很多工廠的問題不在產能總量不足,而在排程集中於少數時段或製程。
可先依序檢查:
- 關鍵設備的產能稼動率是否長時間接近滿載
- 是否有大量待料、待模、待檢驗造成空窗
- 工單是否集中在少數高難度品項
- 換線次數是否在旺季明顯增加
- 前後段產線是否節拍不一致
如果只有部分設備滿載、其他設備卻有空檔,問題多半是排程失衡。
如果關鍵瓶頸設備長期高稼動,且換線與異常時間已壓縮到合理範圍,才比較接近設備能力不足。
2. 多產線工廠中,如何比較各線產能稼動率差異
多產線工廠常遇到的問題,不是沒有數字,而是數字不能直接比。
要讓各線的產能稼動率有可比性,至少要先統一這些條件:
- 班次長度是否一致
- 是否扣除計畫停機
- 產線產品複雜度是否差異過大
- 換線是否列入停機時間
- 異常分類標準是否一致
建議比較方式不是只看平均值,而是同時看:
- 每日/每週稼動率趨勢
- 停機原因占比
- 換線時間分布
- 各線單位工時產出
- 良率與重工率
如果 A 線稼動率高但良率差,B 線稼動率中等但穩定交付,管理上不能只說 A 線比較好。真正要看的是有效產出能力,而不是單一時間比例。
3. 人工稼動率偏低時,該從人員配置還是流程改善著手
人工稼動率偏低,不建議第一時間就認定人員過剩。先看低稼動是「人沒事做」,還是「人有上班但做不了有效作業」。
常見拆解方式如下:
- 若等待時間高:先查物料供應、設備可用性、工單釋放節奏
- 若搬運時間高:檢查動線、倉儲配置、工站安排
- 若重工時間高:檢查品質管制與標準作業
- 若支援工時高:檢查資訊傳遞與跨部門協作
也就是說,人工稼動率偏低,未必先從裁人或縮班著手。很多情況下,真正該改善的是流程設計。
五、用 FineReport 建立產能分析與管理儀表板
如果要讓產能分析持續發揮作用,關鍵不是做一次報表,而是建立能日常追蹤的儀表板。FineReport 的價值在於把分散資料整合後,轉成管理者看得懂、現場用得上的分析畫面。
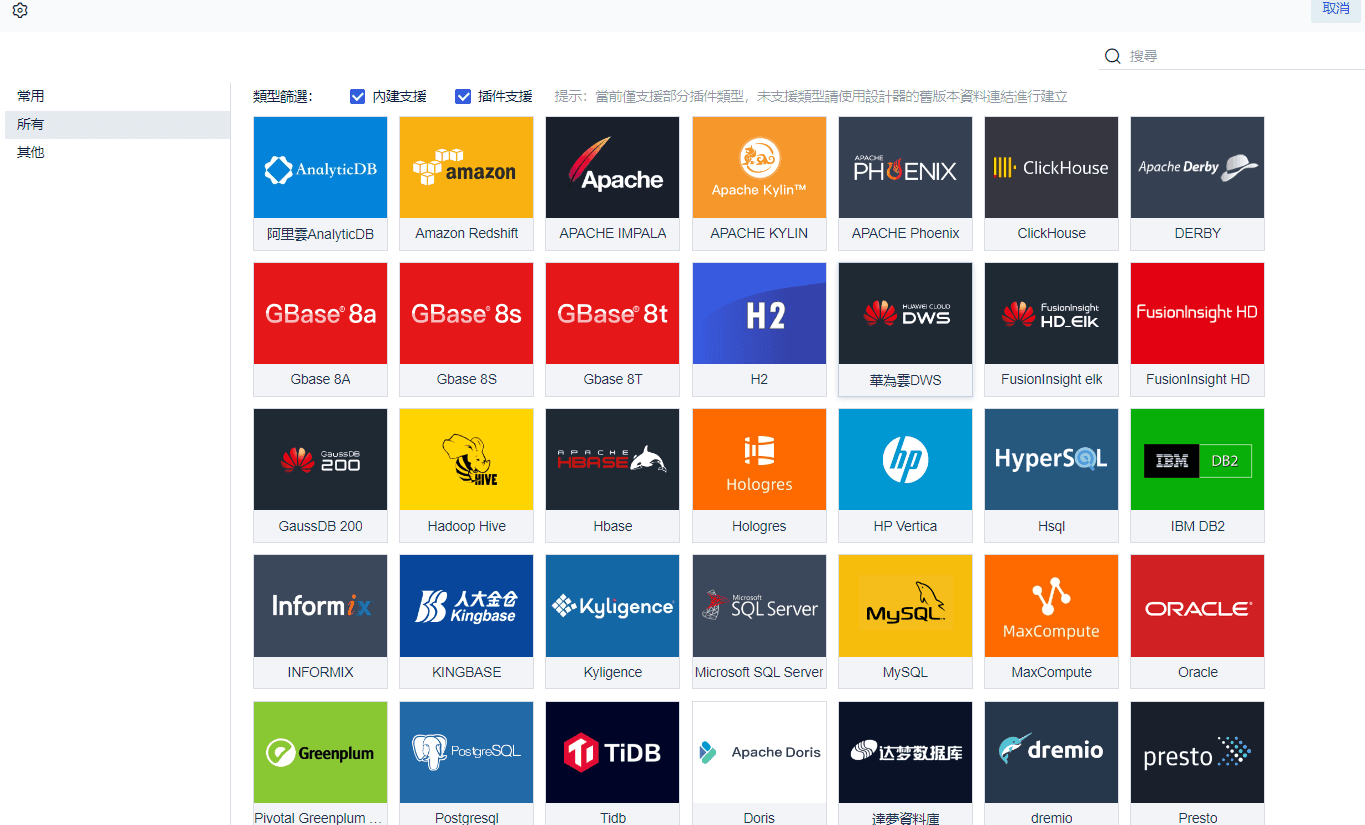
1. FineReport 如何整合 ERP、MES 與工單資料
製造業常見痛點是資料散落在不同系統中:ERP 管訂單與工單、MES 管製程報工、設備系統管啟停狀態,現場還可能有 Excel 手填停機原因。
FineReport 可作為整合層,把不同來源的資料彙整後統一展示,常見整合場景包括:
- 串接 ERP 工單與訂單資料
- 串接 MES 的報工、站點進度與異常紀錄
- 匯入機台稼動資料或 IoT 設備訊號
- 合併人工填報的停機原因與班次紀錄
這樣管理者就不需要在多個系統間切換,能直接從單一畫面看到:
- 哪張工單卡住
- 哪台設備停機最久
- 哪條產線產能稼動率偏低
- 哪個班次人工稼動率異常

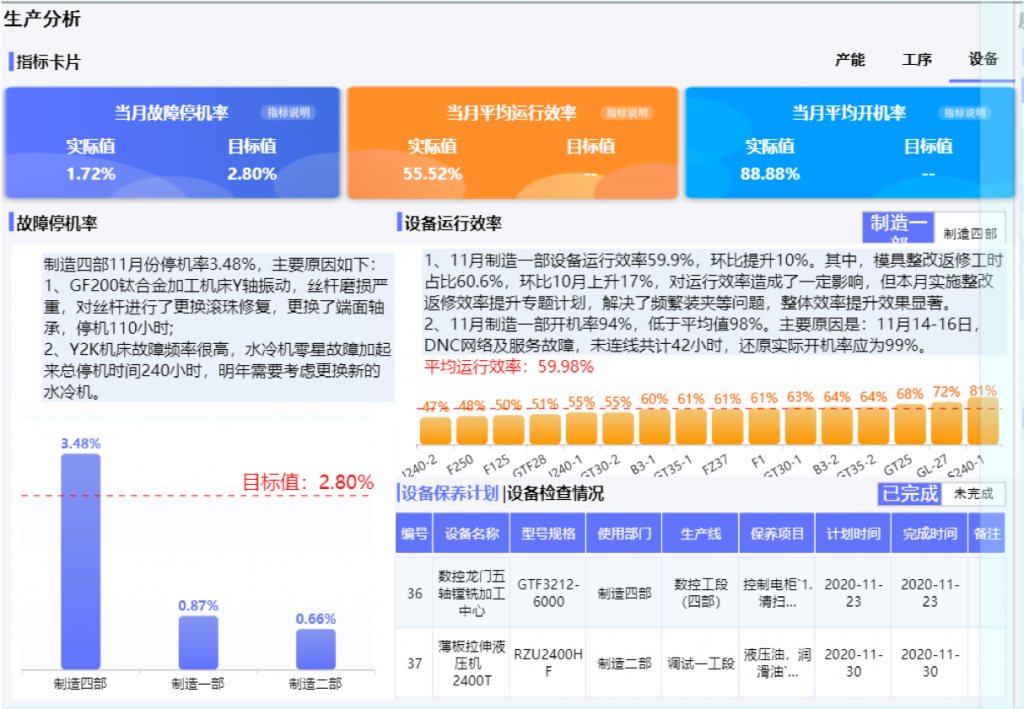
2. 用 FineReport 視覺化追蹤產能稼動率、產能利用率與人工稼動率
把數據做成圖表,不是為了好看,而是為了更快看出異常。FineReport 在製造場景中,適合建立多層次的產能管理畫面。
例如可以設計以下儀表板:
- 管理總覽頁:全廠產能稼動率、產能利用率、人工稼動率總覽
- 產線比較頁:各產線日/週/月稼動率排名與趨勢
- 設備明細頁:設備停機時數、停機原因、故障頻率
- 工單追蹤頁:工單計畫量、完工率、延遲風險
- 班次分析頁:不同班別的人力投入與有效工時差異
這種視覺化管理有兩個直接好處:
- 異常更容易被看見
- 現場與管理層能用同一套數據溝通
對很多工廠來說,真正難的不是計算產能稼動率,而是讓不同部門對數據有共同理解。FineReport 在這裡能扮演很好的橋樑角色。
3. 製造業導入 FineReport 的管理效益與決策價值
從常見實務來看,製造業導入 FineReport 的效益,主要不是「多一套報表工具」,而是把資料轉成決策依據。
常見管理價值包括:
- 縮短報表整理時間:減少手動彙整 Excel
- 提升異常反應速度:停機、待料、工單延遲更快被看見
- 改善跨部門協作:生管、製造、設備、品保可對齊同一數據
- 支持產能決策:判斷要不要增班、擴線、外包或調整排程
- 建立持續改善基礎:從一次性檢討改為日常監控
如果企業已經有 ERP 或 MES,但仍常遇到「數據很多、判讀很慢」的問題,那麼用 FineReport 建立產能分析儀表板,通常能明顯提升管理效率。
六、建立持續優化機制,讓產能分析真正落地
產能分析要真正落地,重點不在算出指標,而在讓指標能驅動改善。沒有後續管理節奏的產能稼動率,只會停留在報表數字。
1. 設定產能稼動率目標時應注意的管理前提
產能稼動率目標不能只求越高越好。過高的目標,可能迫使現場忽略保養、壓縮換線安全時間,反而增加長期風險。
設定目標時,建議先確認:
- 設備是否屬於瓶頸資源
- 產品型態是否高混低量
- 是否存在必要的換模、清線、檢驗時間
- 保養制度是否已納入計畫停機
- 目標是短期衝量還是長期穩定供應
根據常見產業實務,不同製程型態的合理稼動水位本來就不同。離散製造、連續製程、少量多樣、高度客製化產線,都不應套用同一標準。
2. 例行檢視與跨部門協作,提升產能利用率表現
產能利用率要提升,通常不只是一個部門能解決。因為它牽涉到接單、生管、採購、製造、設備、品保等多個環節。
建議建立固定檢視節奏,例如:
- 每日:看異常停機、待料、工單延遲
- 每週:看產線產能稼動率與人工稼動率趨勢
- 每月:看產能利用率、瓶頸變化、資源配置調整
跨部門會議中,不要只問「為什麼沒達標」,而要聚焦這三件事:
- 哪個環節造成損失最多
- 哪類異常重複發生
- 下週如何調整排程、物料或人力配置
這樣產能分析才會從追責工具,變成改善工具。
3. 從數據監控到改善循環,打造長期可執行的製造管理流程
成熟的製造管理,不是每次出問題才回頭查資料,而是建立固定的改善循環。
可採用以下簡單框架:
- 監控:每日追蹤產能稼動率、產能利用率、人工稼動率
- 診斷:拆解停機原因、待料時間、換線損失、重工工時
- 改善:優化排程、縮短換線、調整人力、改善保養計畫
- 驗證:確認改善後是否真的提升有效產出
- 標準化:把有效做法納入日常管理制度
若再搭配 FineReport 這類可視化平台,把異常趨勢、產線比較、工單延遲與人力效率放入同一套儀表板,企業就更容易形成可長期執行的管理閉環。
最終你會發現,產能分析的目的不是把產能稼動率做高,而是讓有限的設備、人力與時間,轉化成更穩定、更可預測的交付能力。這才是製造業真正需要的產能管理。
FAQs
產能稼動率通常以「實際生產時間 ÷ 可用生產時間 × 100%」計算,用來衡量設備或產線的實際運轉程度。
稼動率是指設備、機器或產線在可運作時間內實際投入生產的比例,反映設備利用效率。
產能利用率越高,代表企業越充分利用現有產能;若過低可能有閒置資源,過高則可能面臨產能不足或設備負荷過重的風險。
不一定,過高的稼動率雖能提升產出,但也可能增加設備故障、維護壓力與品質風險,因此需在效率、品質與穩定性之間取得平衡。







免費資源下載