你在工廠現場常常聽到「OEE指標」嗎?這項指標在全球製造業扮演著核心角色,幫助你快速了解設備運作的效率。OEE指標由稼動率、性能、品質三個面向組成,讓你能夠全面掌握生產現場的狀況。
- 你可以用OEE指標即時發現瓶頸,優化流程,還能協助管理者分析效率損失、提升產能。
- 企業導入OEE系統後,設備稼動率提升,故障減少,管理層也能根據詳細數據報告做出更精準的決策。
數據分析讓你不再只靠經驗判斷,真正用數字驅動生產力。
一、OEE指標是什麼
1、OEE指標定義與英文含義
你在工廠現場常常會聽到OEE這個詞。OEE的英文全名是Overall Equipment Effectiveness。你也可以看到它被翻譯為「設備綜合效率」或「設備效益管理指標」。
OEE指標是用來衡量設備實際生產能力的黃金標準。你可以透過這個指標,快速了解設備在生產過程中的表現。OEE指標不僅幫助你掌握設備的運作狀況,也讓你發現生產過程中的瓶頸。
OEE指標結合了稼動率、性能稼動率和良品率三大構成,讓你能夠全面掌握設備的運作狀態。
- OEE(設備綜合效率)是衡量設備生產力的重要指標。
- 稼動率代表設備可運作與實際運作時間的比例。
- 性能稼動率反映設備預設與實際運作的生產速度比例。
- 良品率則顯示產品品質的穩定性。
這些數據能幫助你優化工廠運營,提升整體產能。
2、OEE指標計算公式
你想知道OEE指標怎麼計算嗎?其實很簡單,只要掌握三個核心參數:稼動率、產能效率和良品率。你可以參考下表:
| 參數 | 計算公式 |
|---|---|
| 稼動率 | (負荷時間 − 停機時間)÷ 負荷時間 × 100% |
| 性能稼動率 | 實際產能 ÷ 標準產能 × 100% |
| 良品率 | (投入數量 − 不良數量)÷ 投入數量 × 100% |
| OEE | 稼動率 × 性能稼動率 × 良品率 |
你只要將這三個數值相乘,就能得到OEE指標。這個數字越高,代表你的設備運作越有效率。
3、OEE指標與其他設備效率指標的差異
你可能會聽過TPM或TEEP這些名詞。OEE指標和它們有什麼不同呢?
- OEE是評價設備實際生產能力的獨立測量工具。你可以直接用它來判斷設備的運作效率。
- TPM(全員生產維修)是一種工廠改善方法。你在推動TPM時,OEE指標是其中一個重要的衡量手法。
- TEEP(設備完全有效生產率)則是OEE的擴展,會把時間損失也納入考量,讓你更全面了解設備的利用狀況。
你可以根據不同的管理需求,選擇最適合的指標來分析和改善生產現場。
二、OEE指標的三大構成

OEE指標由三個核心要素組成:稼動率、性能稼動率、良品率。你只要掌握這三項,就能全面評估設備的運作效率。不同產業或企業會根據自身需求,調整這三項指標的定義。例如,射出成型產業會特別關注時間效率、產能效率和製品良率。你在分析時,可以根據實際情況選擇最適合的指標組合。
1、稼動率是什麼?稼動率計算公式與常見誤差
稼動率代表設備實際運轉時間與理論可用時間的比率。你可以用下列公式計算:
| 項目 | 公式 |
|---|---|
| 稼動率 | 設備實際運轉時間 ÷ 理論可用時間 |
稼動率越高,表示設備利用率越好。你在現場計算時,常常會遇到一些誤差。這些誤差可能來自設備故障、維護不當或生產流程瓶頸。這些因素會讓設備的實際運轉時間低於理論可用時間,導致稼動率下降。
小提醒:你在計算稼動率時,記得排除非生產性停機時間,才能得到更準確的數字。
常見影響稼動率的因素包括:
- 設備故障頻率高
- 維護流程不完善
- 生產線安排不合理
你只要定期檢查設備狀況,優化維護流程,就能有效提升稼動率。
2、性能稼動率如何衡量速度效率
性能稼動率用來衡量設備的生產速度是否達到標準。你可以觀察設備在運作時,是否能維持預期的產能。性能稼動率受多種因素影響:
- 材料的質量和供應情況
- 人員的操作技能和效率
- 設備的性能和維護狀況
- 生產環境的影響
你可以用即時數據監控來優化生產流程。IoT設備能幫你即時收集和監控生產線狀況,提前發現問題並進行干預。這些技術應用能顯著提升生產效率,降低成本。
性能稼動率的提升策略:
- 即時監控生產數據,快速調整流程
- 應用物聯網技術,收集設備運作資訊
- 引入自動化系統,提高生產速度
- 利用大數據分析,找出效率低下的環節
你只要掌握這些方法,就能讓設備運作更順暢,產能更穩定。
3、良品率如何代表品質穩定性
良品率是指生產過程中,符合品質規範標準的產品比例。你可以用這個指標來判斷產品品質是否穩定。良品率越高,表示產品品質越穩定,生產成本也會降低,市場競爭力自然提升。
- 良品率反映產品的品質穩定性
- 良品率高,代表生產過程穩定,客戶滿意度高
- 良品率低,可能表示原料、設備或操作流程有問題
你在追求高良品率時,可以加強品質檢驗、優化生產流程,並定期培訓操作人員。這樣不僅能提升產品品質,也能減少不良品造成的損失。
小提示:你只要持續追蹤良品率變化,就能及早發現品質異常,主動改善生產流程。
OEE指標的三大構成要素,讓你能夠從設備利用、速度效率到品質穩定性全面掌握生產現場狀況。你只要善用這些指標,結合數據分析,就能持續提升工廠的整體競爭力。
三、OEE 六大損失:影響 OEE 指標的真正根因
你在提升工廠效率時,常常會遇到各種設備損失。這些損失會直接影響OEE指標。OEE六大損失是現場管理中最常見的問題來源。你只要掌握這六大損失,就能更精準找出效率低落的根本原因。
OEE六大損失包括:
- 設備故障損失
- 調整與換模損失
- 微停損失
- 減速運轉損失
- 不良品損失
- 啟動與暖機損失
你可以用下表快速了解六大損失與OEE三大構成的關聯:
| 六大損失 | 影響OEE哪一項目 |
|---|---|
| 設備故障損失 | 稼動率 |
| 調整與換模損失 | 稼動率 |
| 微停損失 | 性能稼動率 |
| 減速運轉損失 | 性能稼動率 |
| 不良品損失 | 良品率 |
| 啟動與暖機損失 | 良品率 |
你只要針對這六大損失進行改善,就能有效提升OEE指標。

1、設備故障損失
你在生產現場最常遇到的就是設備故障。每當設備停機,生產線就會中斷,產能馬上下降。設備故障損失直接影響OEE指標,因為每一分鐘的延誤都會造成更大的生產損失。
常見的設備故障類型有:
- 加工作業損失
- 停機損失
- 產線變換損失
- 加工刀具損失
- 量產前損失
- 設備故障、停止損失
- 生產速度未達標準損失
- 產品不良及修整損失
- 管理效能損失
- 加工動作損失
- 產線編成損失
你只要能即時發現並排除故障,就能減少停機時間,提升設備稼動率。
小提醒:你可以建立設備維護計畫,定期檢查與保養,降低突發故障的機率。
2、調整與換模損失
每次你更換產品或調整設備時,都會產生調整與換模損失。這些作業會讓設備暫時停止生產,造成稼動率下降。
你可以採取以下方法來降低這類損失:
- 成立專案小組,專門分析與改善換模流程
- 收集換模作業數據,確保資料準確
- 將內部作業轉為外部作業,縮短換模時間
- 持續追蹤改善成效,發現問題立即矯正
- 建立標準作業流程與防呆機制,確保每次換模都正確無誤
你只要持續優化換模流程,就能大幅減少設備停機時間。
3、微停損失
你在生產線上常常會遇到設備短暫停頓,這就是微停損失。雖然每次停頓時間很短,但累積起來會嚴重影響性能稼動率。
常見的微停原因有:
- 感測器誤動作
- 原料卡住
- 簡單故障需手動排除
你可以利用自動監控系統,及時發現微停原因,並加以改善。這樣就能讓生產線運作更順暢。
4、減速運轉損失
當設備運作速度低於標準時,就會產生減速運轉損失。你可能因為原料品質不穩、設備老化或操作人員經驗不足,導致生產速度變慢。
你可以:
- 定期檢查設備性能
- 加強人員培訓
- 改善原料供應品質
這些方法都能幫助你減少減速運轉損失,提升性能稼動率。
5、不良品損失
你在生產過程中,常常會遇到產品不良。這些不良品會直接降低良品率,影響OEE指標。你必須透過檢量測機台或人工檢查,才能確定產品是否合格。
常見的檢測方式有:
- 手工具量測
- AOI自動光學檢查
- 二次元、三次元量測儀
你只要加強品質檢驗,優化生產流程,就能減少不良品損失,提升產品品質。
小提示:你可以持續追蹤不良品數據,及早發現異常,主動改善。
6、啟動與暖機損失
每次你啟動設備或進行暖機時,設備還沒達到最佳狀態,這段時間產出的產品品質可能不穩定。這就是啟動與暖機損失。
你可以:
- 優化啟動流程
- 設定標準暖機時間
- 定期檢查設備狀態
這些方法都能幫助你縮短啟動與暖機損失,讓生產更快進入穩定狀態。
小提醒:你只要善用數據分析,持續追蹤六大損失,就能精準提升OEE指標,讓工廠效率大幅提升。
四、FineReport 助力降低 OEE 六大損失並全面提升 OEE 指標
1、FineReport是什麼
你在尋找能提升工廠效率的工具時,FineReport會是你的好選擇。這是一款由帆軟軟體公司開發的專業報表軟體,專為企業數據分析和報表製作而設計。你可以用FineReport快速獲取資料,進行基礎數據處理,還能設計各種報表,讓資料分析和視覺化變得簡單。
FineReport 的特色如下:
- 類Excel的報表設計介面,操作直覺,低代碼式。
- 支援多種數據源,包括Hadoop、SAP HANA、MongoDB等,讓你整合不同系統資料。
- 個性化定製BI應用,低代碼即可設計分析報表。
- 支援PC端和行動裝置,隨時隨地查閱報表。
- 與企業數據中心實時互動,資訊即時呈現。
你只要掌握這些功能,就能輕鬆打造屬於自己的數據分析平台。
2、FineReport如何降低降低 OEE 六大損失
提升 OEE 的關鍵不只是計算公式,而是要能有效縮短「六大損失」:故障、調整、微停、減速、不良、啟動。
FineReport 協助企業從資料整合、即時監控到改善閉環,能協助降低六大損失,打造一套真正能落地的 OEE 管理系統,讓 OEE 指標不只是報表,而是驅動效率提升的核心工具。
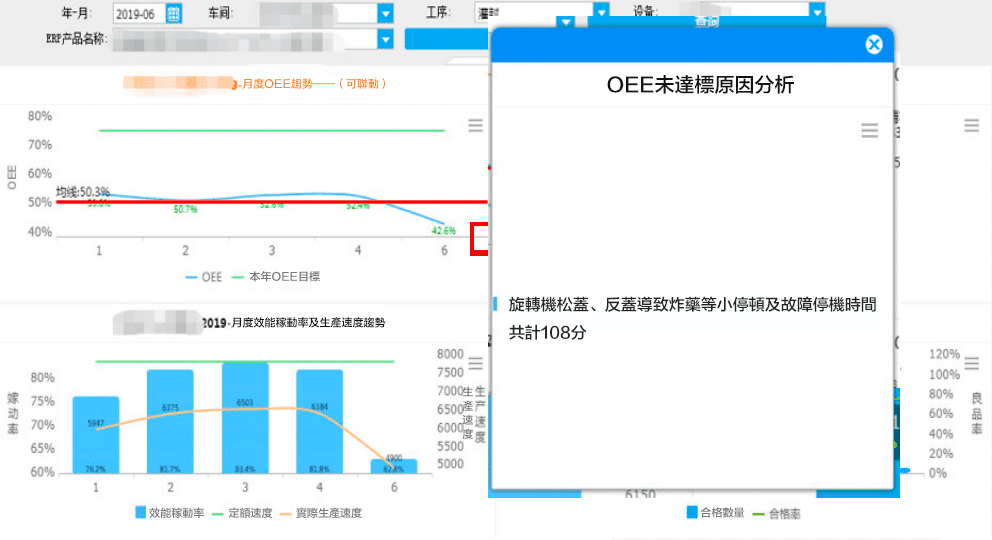
(1)降低“故障損失”:即時停機監控
FineReport 能透過串接 MES 設備資料中台,在資料庫寫入後立即進行停機監控,包含:
- 即時顯示設備停機狀況(視 MES 更新頻率)
- 自動分類停機原因,統計停機時長
- 以 Pareto 圖找出主要故障來源(80/20 分析)
- 故障超時時,自動通知相關人員
- 停機事件可留存,並建立改善追蹤表單
從而能夠大幅縮短維修反應時間,提升稼動率。

(2)降低“調整與換模損失”:標準化時間
FineReport 能透過 MES/資料庫記錄的換模資料,將換模效率、標準時間與 SOP 全數可視化並自動分析:
- 自動統計換模「預計 vs 實際」差異
- 比較不同班別、機台、產品類別的換模效率
- 以看板呈現換模 SOP/步驟進度,支援現場填報
- 換模時間超時、自定義異常條件可觸發預警通知
從而能夠降低計畫停機時間,使產線切換穩定且可預測,稼動率顯著提升。
(3)降低“微停損失”:微停監控與隱性浪費分析
微停是最容易被忽略,卻最影響性能稼動率的損失。
FineReport 可以:
- 統計微停次數、頻率與總時長(依設備、班別、時段)
- 辨識異常頻繁的時段或特定設備(以熱力圖或條件格式標示)
- 依微停原因碼做趨勢與 Pareto 分析
- 建立微停事件趨勢圖、跨產線比較圖,找出隱性瓶頸

(4)降低“減速運轉損失”:循環時間與速度下降分析
FineReport 能完整監控「實際 CT」與「標準 CT」之間的差距:
- 以時段、班別呈現速度下降曲線
- 結合停機、品質事件做交叉分析
- 當設備速度低於標準時,可設定預警通知
- 搭配填報模組建立「速度下降 → 原因分類 → 改善追蹤」的閉環
(5)降低“不良損失”:即時良品率更新與品質異常預警
品質問題直接降低 OEE 中的良品率。當品質異常越早被發現,不良損失越小,OEE 品質指標自然提升。
FineReport 透過整合 QMS、LIMS、ERP,可做到:
- 良品/不良品資料即時更新
- 自動計算良品率與異常波動
- 不良率急速升高 → 主動通知主管
- 將「品質 × 效率」做關聯分析
- 製程可視化,協助找出不良來源
(6)降低“啟動與暖機損失”:啟動效率監控與過程最佳化
FineReport 能針對啟動與暖機時段建立完整分析:
- 統計各設備、班別的啟動時間
- 呈現啟動流程的可視化節點
- 跨產線比較啟動效率,找出最佳實務
- 將最優化流程轉為標準啟動 SOP,整合於看板中
- 異常暖機時間會自動標註
想要了解更多企業提升OEE的方案,可參考:如何巧用視覺化改善OEE設備綜合效率?這套方案值得收藏!
你只要善用數據工具如FineReport,逐步優化每個細節,就能有效降低六大損失,讓設備效率不斷提升,進而提升OEE指標!行動從現在開始,讓你的工廠更有競爭力!
FAQ







免費資源下載